Products
301061 (TYPE 1) - Bulkhead, 80", Late 1948 to Late 1949
301061 (TYPE 2) - Bulkhead, 80", Late 1949 to mid 1950
301061 (TYPE 3) - Bulkhead, 80", Mid 1950 to late 1950
302534 (TYPE 4) - Bulkhead, 80", Late 1950 to late 1951
302534 (TYPE 5) - Bulkhead, 80", Late 1951 onward
307991 (TYPE 1) - Bulkhead, Series 1, 86" and 107", 1954 models only
307991 (TYPE 2) - Bulkhead, Series 1, 86" and 107", 1955 and 1956 models only
307991 (TYPE 3) - Bulkhead, Series 1, 88" and 109", Late 1956 to 1958 models only
337640 - Bulkhead, Series 2a 2b Forward Control
345611 (TYPE 6) LHD - Bulkhead, Series 2a, 6-cylinder, ROW LHD models, 1967 to December 1968
345611 (TYPE 6) RHD - Bulkhead, Series 2a, 6-cylinder, RHD models, 1967 to December 1968
345611 (TYPE 8) LHD - Bulkhead, Series 2a, 6-cylinder, LHD models, October 1969 onward
345611 (TYPE 8) RHD - Bulkhead, Series 2a, 6-cylinder, RHD models, October 1969 onward
345879 (TYPE 1.1) - Bulkhead, Series 2, March 1958 only
345879 (TYPE 1.2) - Bulkhead, Series 2, April 1958 only
345879 (TYPE 1.3) - Bulkhead, Series 2, May 1958 to December 1959
345879 (TYPE 2) - Bulkhead, Series 2, January 1960 to May 1960
345879 (TYPE 3) - Bulkhead, Series 2, June 1960 to January 1962
Handmade In The UK
Our Process

Individual Components
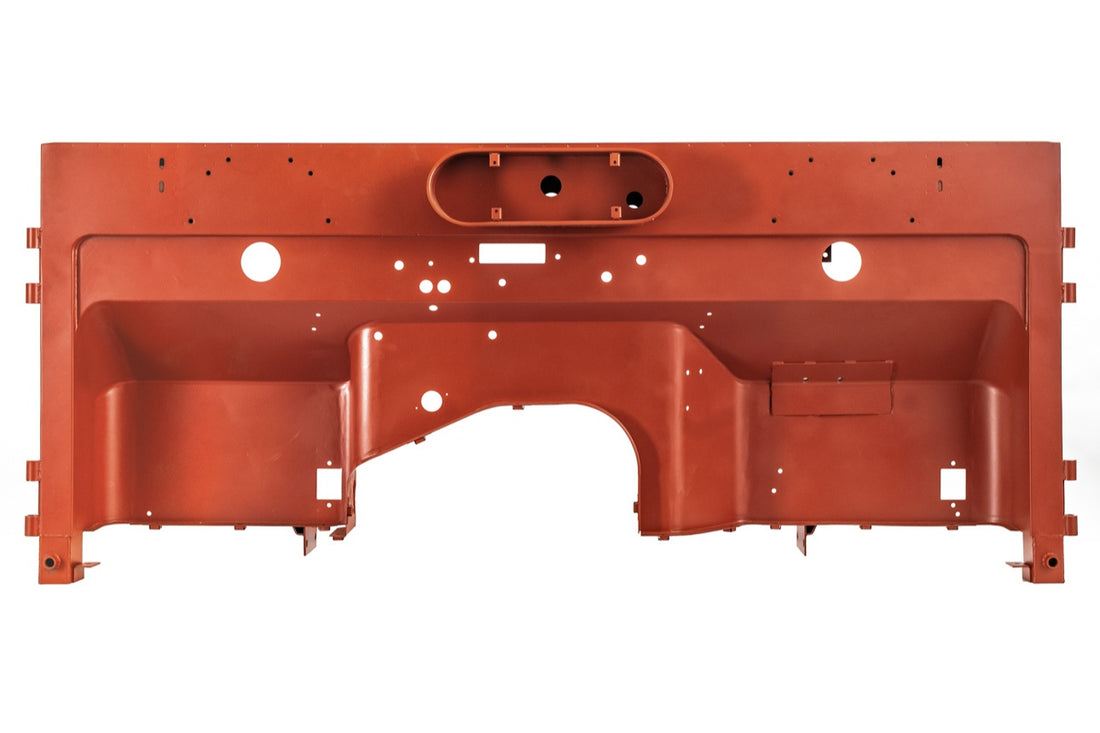
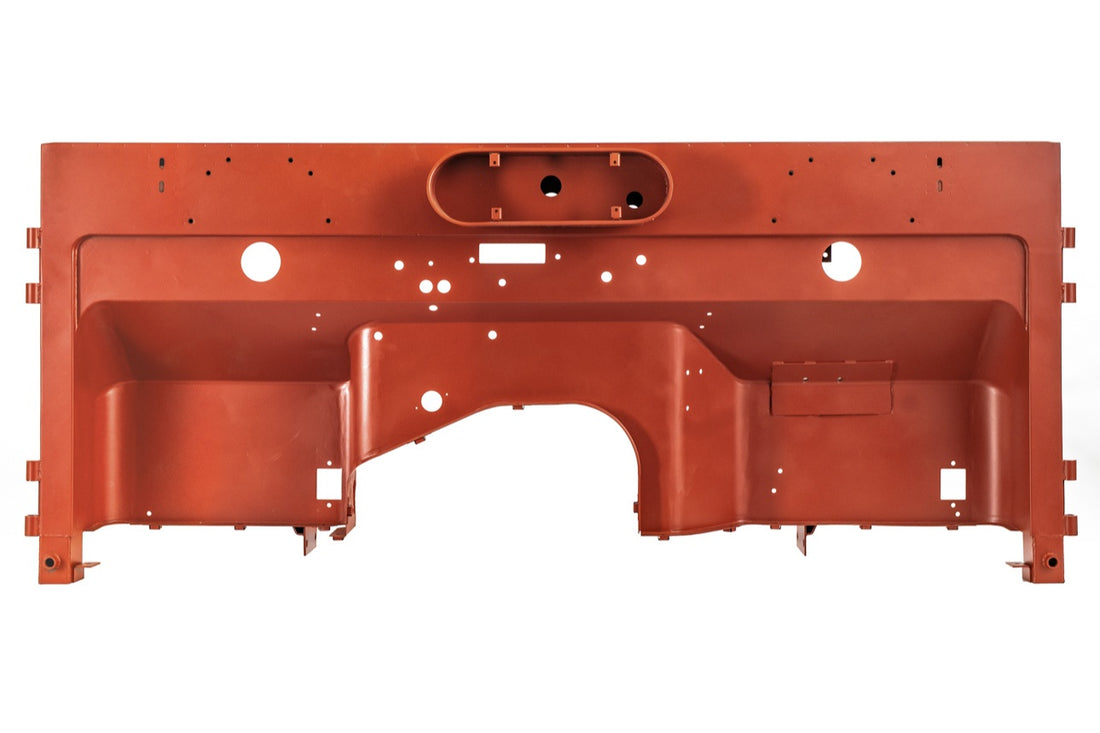
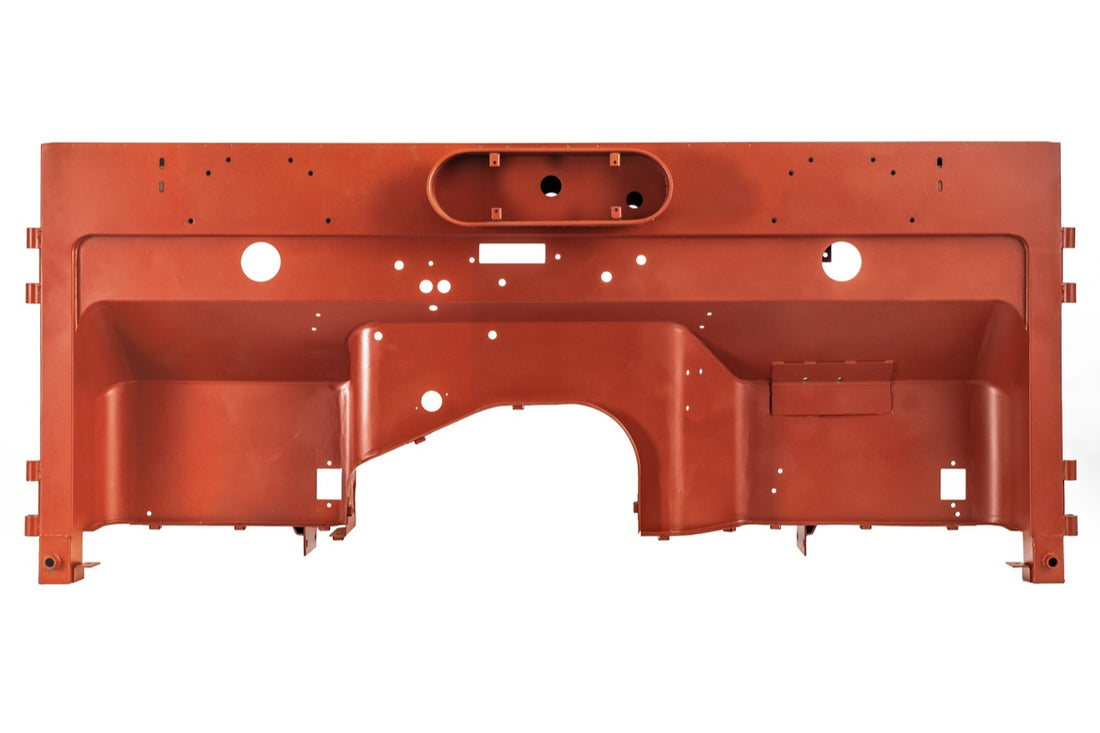
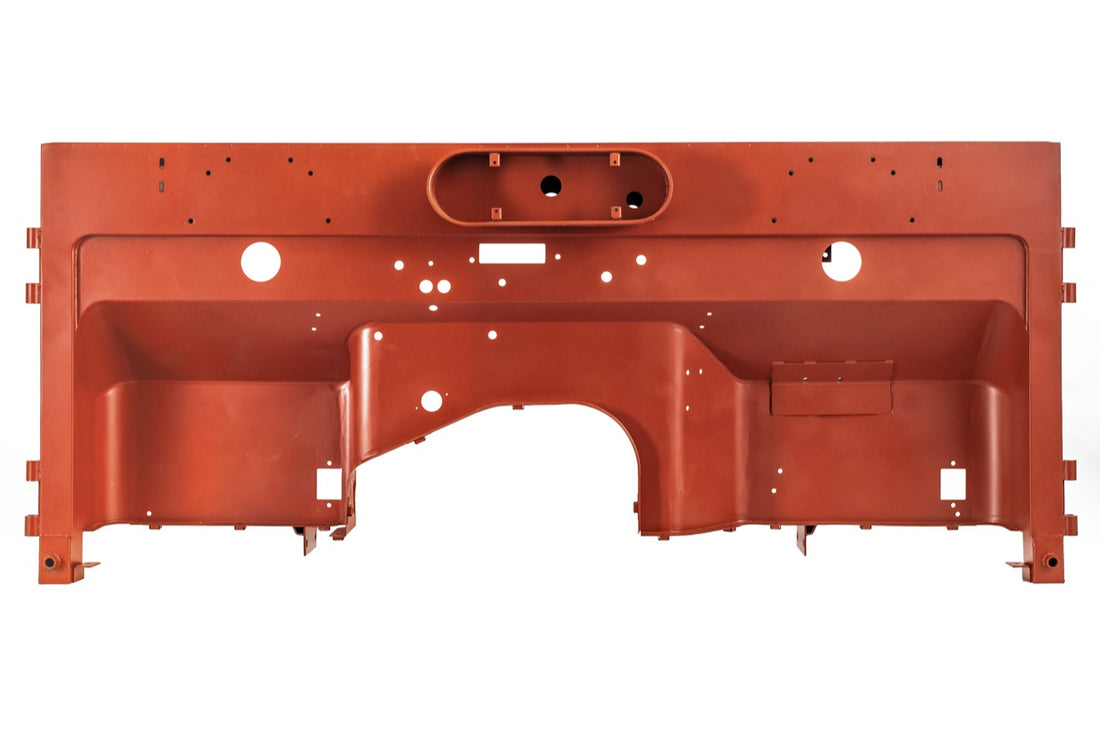
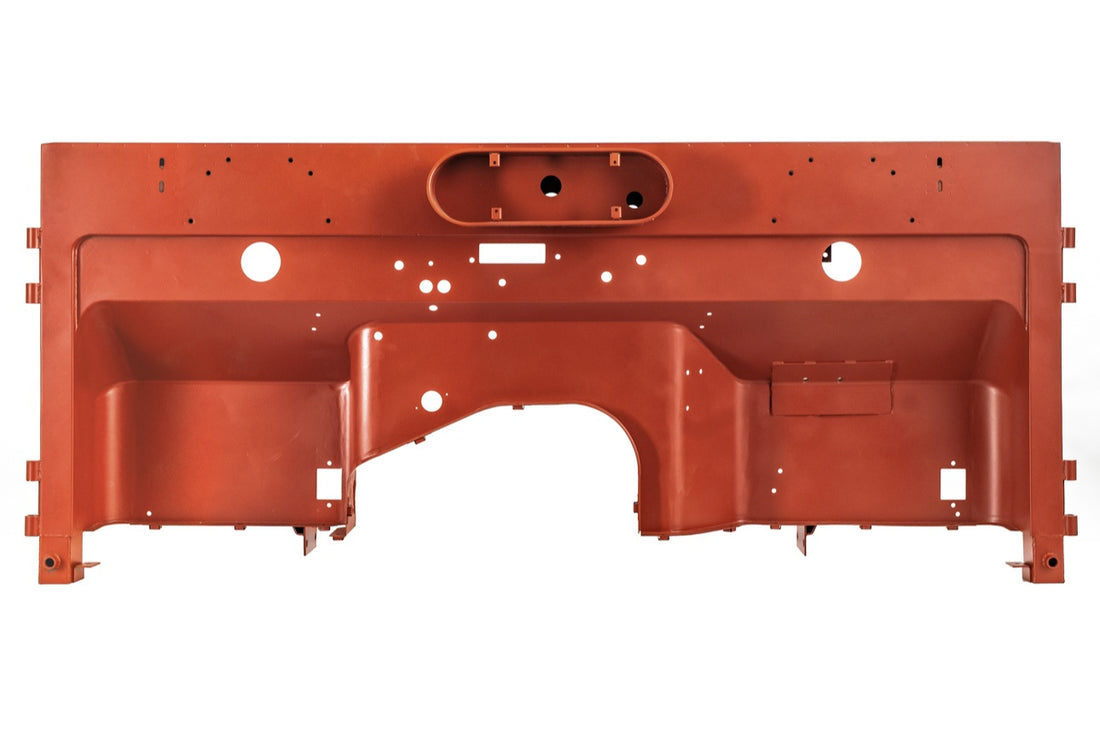
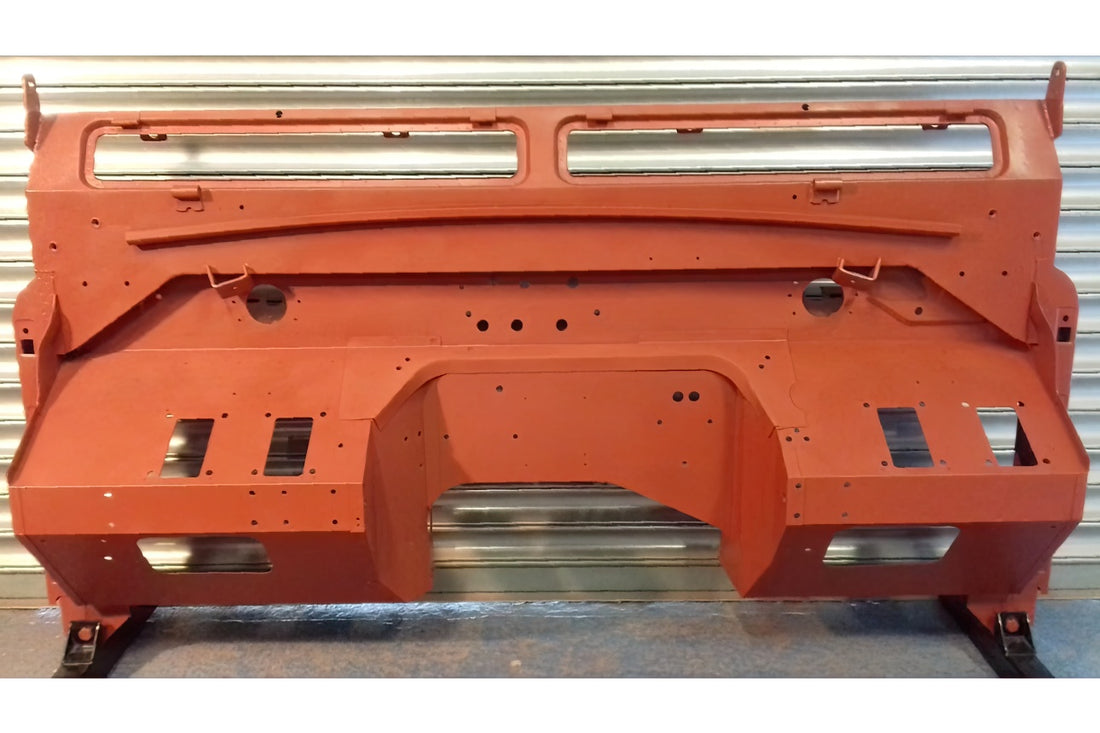
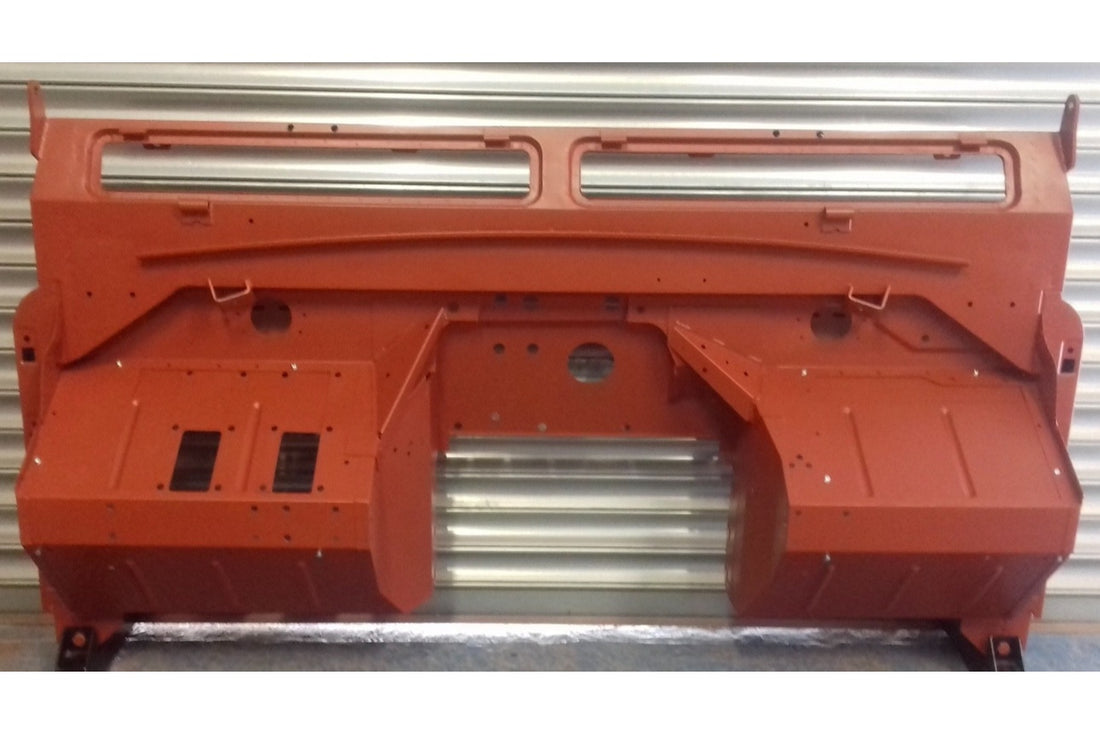
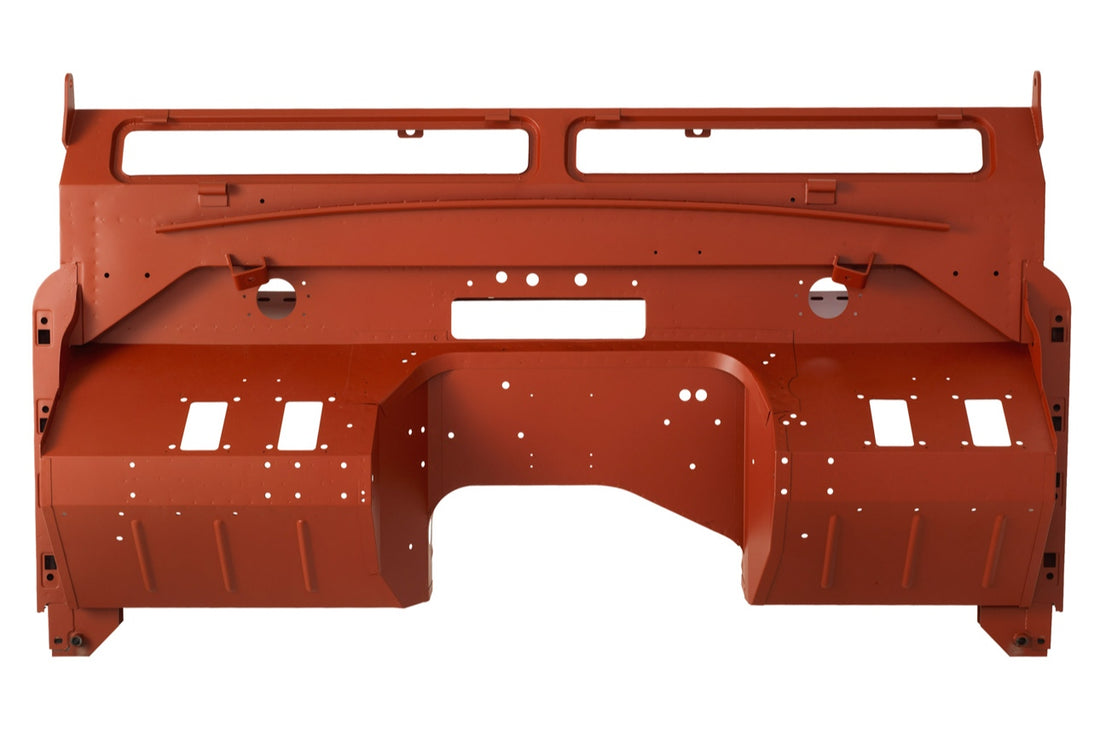
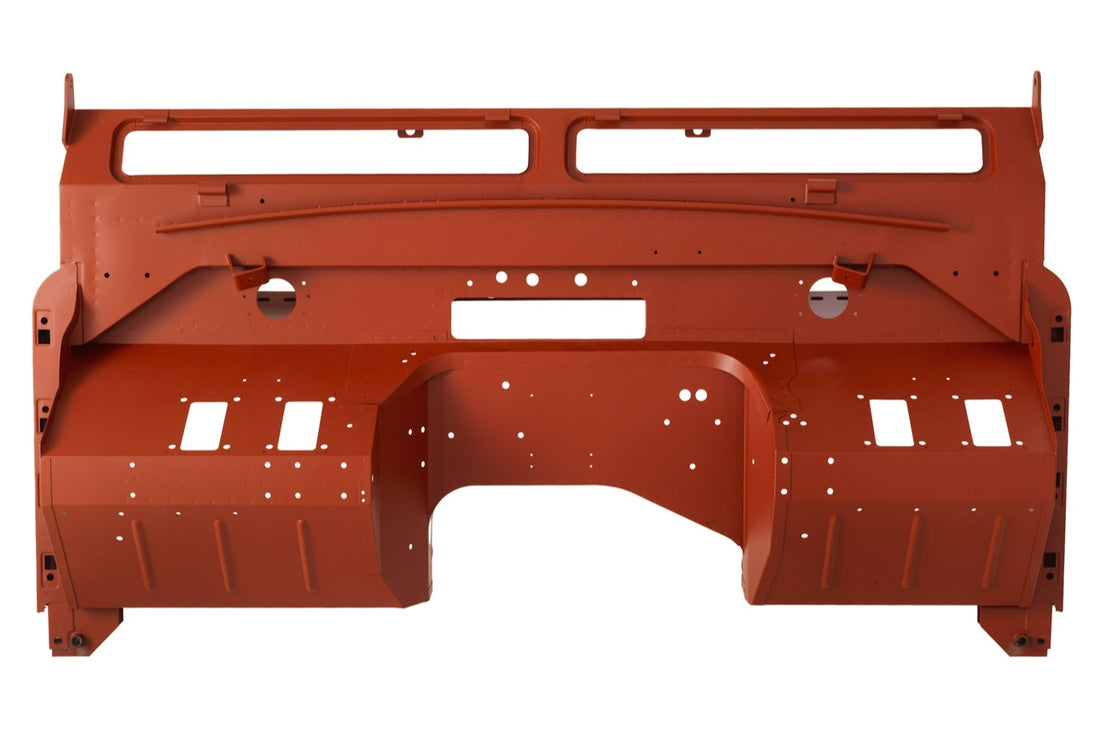
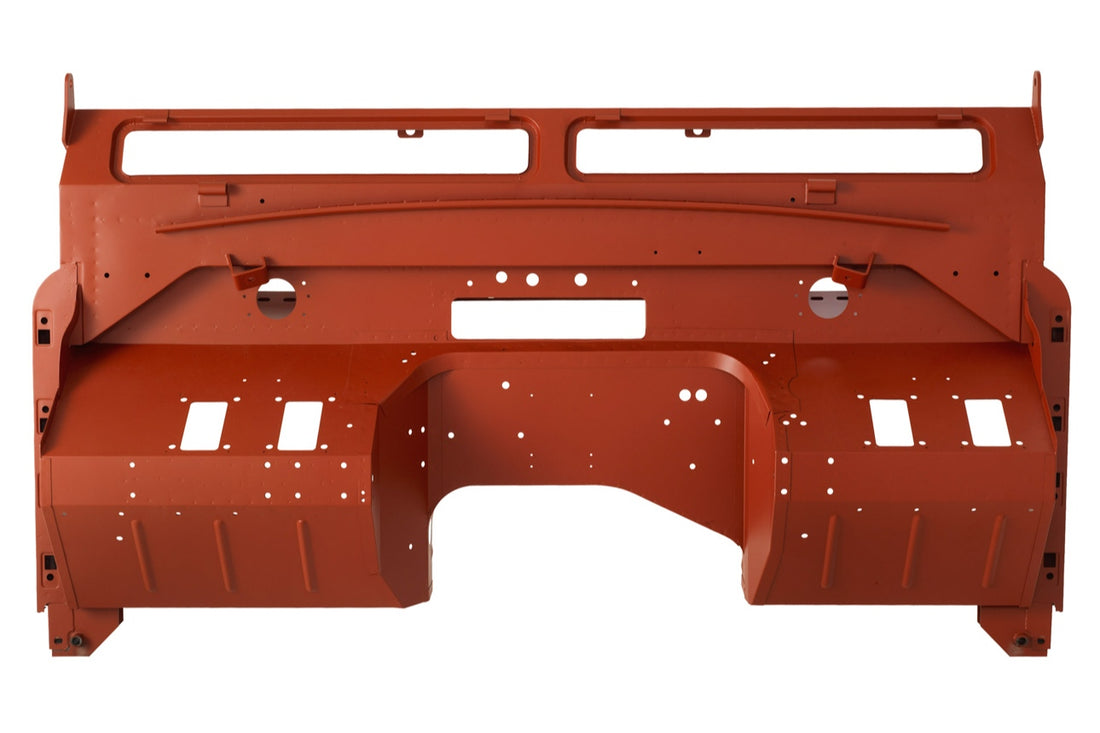
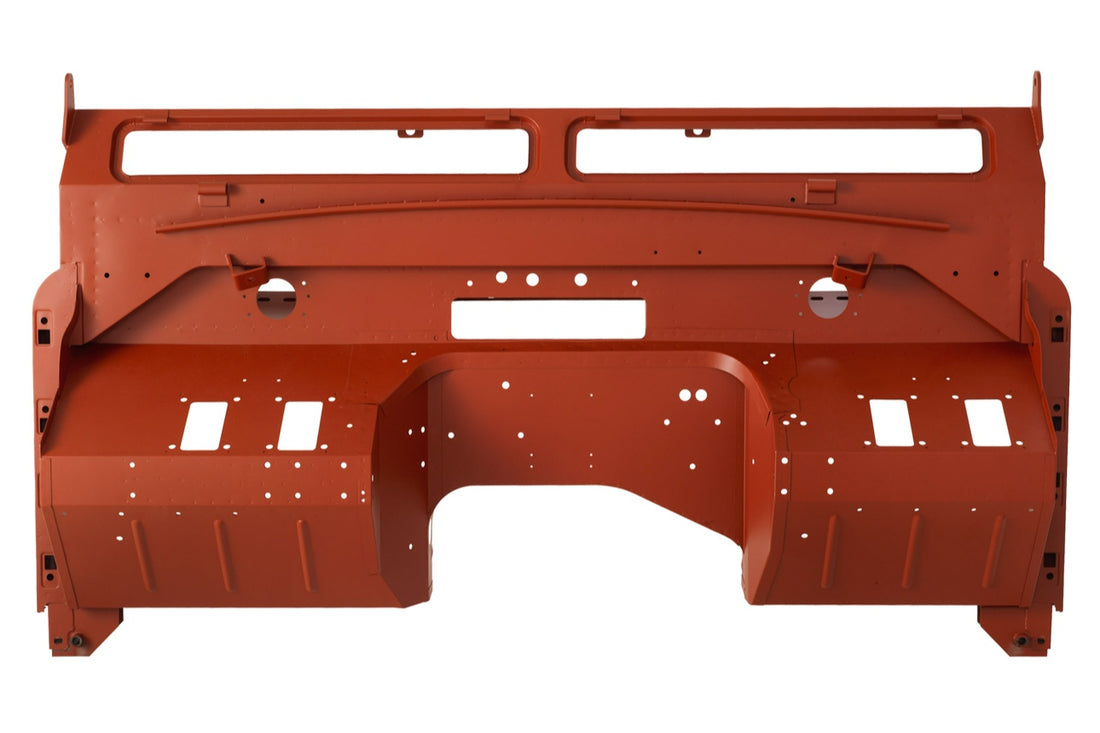
We utilize our own designs and patterns to cut and shape the final parts. We have invested in advanced tooling to create a bulkhead that is comparable to Rover's original engineering. Pegasus have extensive experience in sheet metal work and are able to replicate all original pressing details, holes, spire nut locations, and footwell ribs.

Made Stiffer, Stronger and Corrosion-free
Our parts are fabricated with minimal pressing, preserving metal thickness. Using modern design and materials, we have improved performance by strengthening and stiffening weak points by 50% compared to the original bulkhead. This means that not only does the bulkhead maintain its original appearance, but it is also more durable and long-lasting.

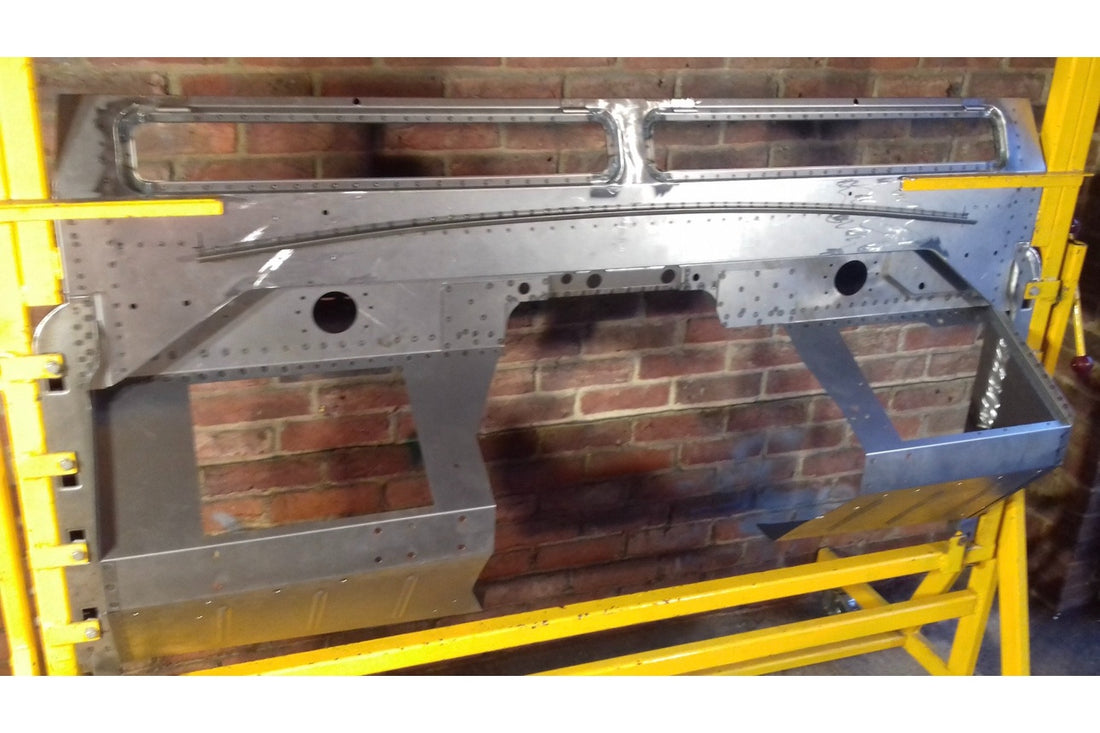
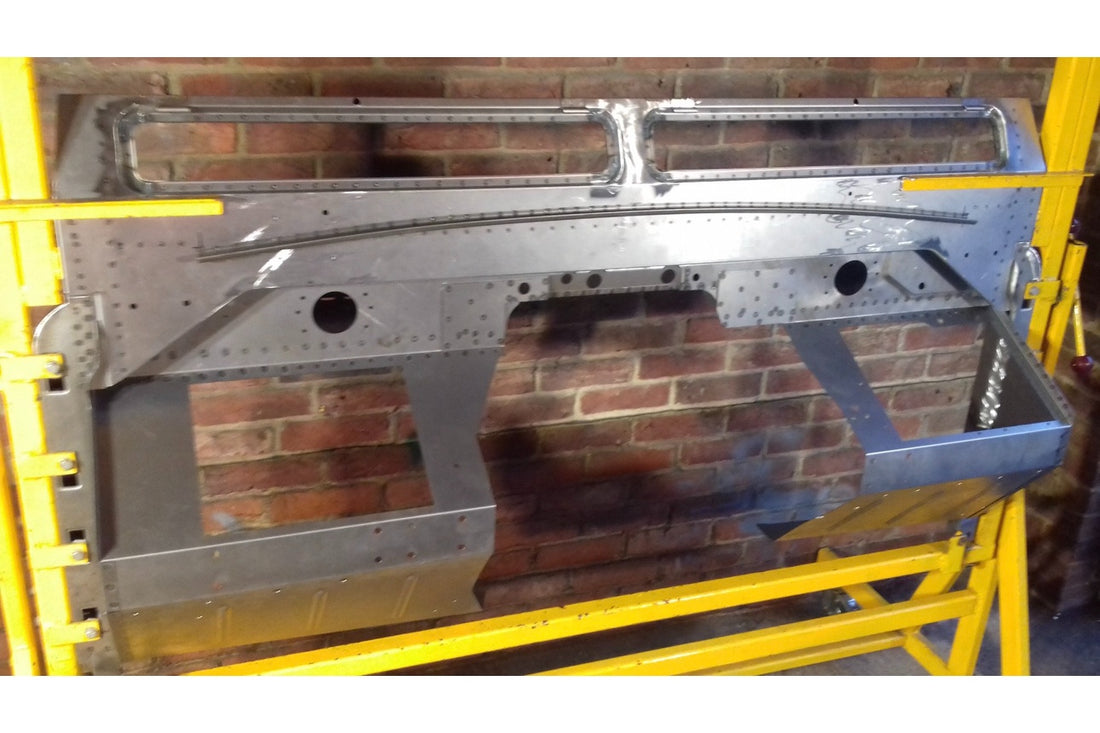
Spot Welded Like The Originals
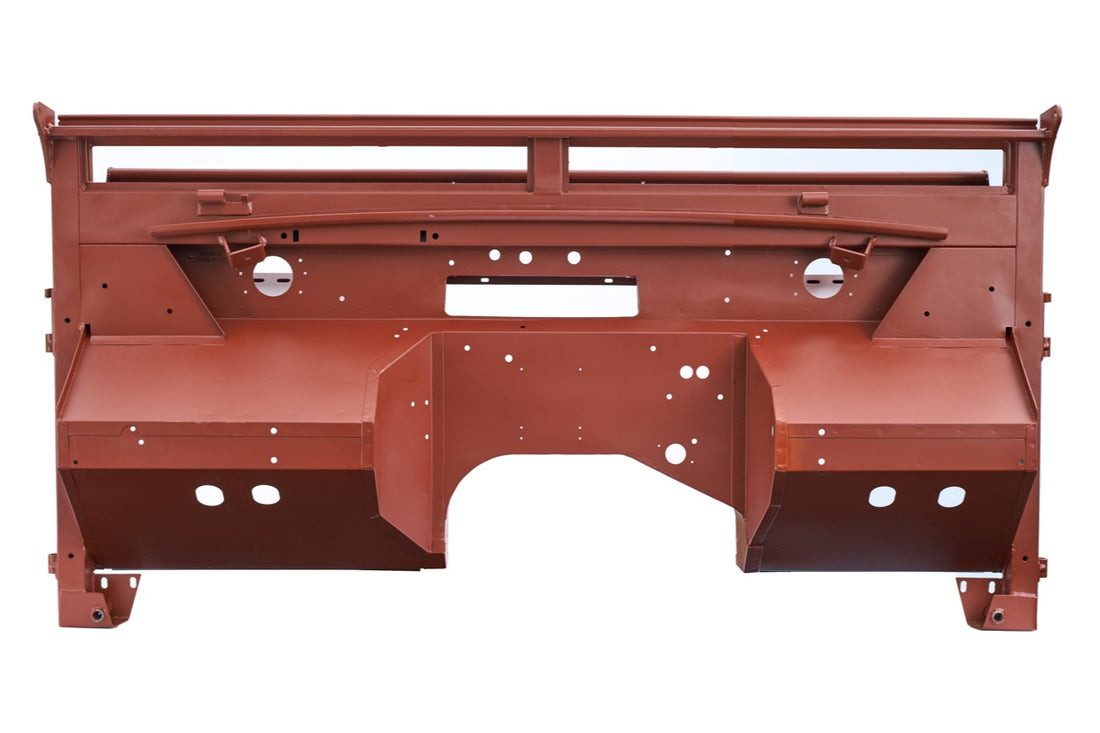
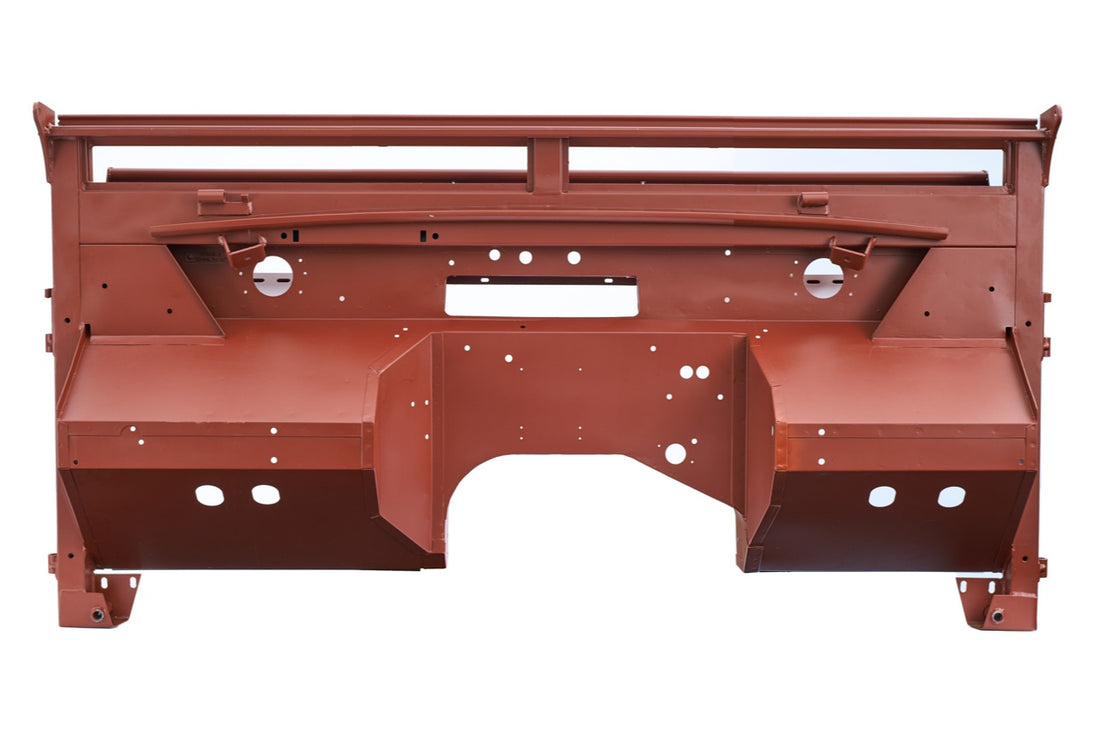
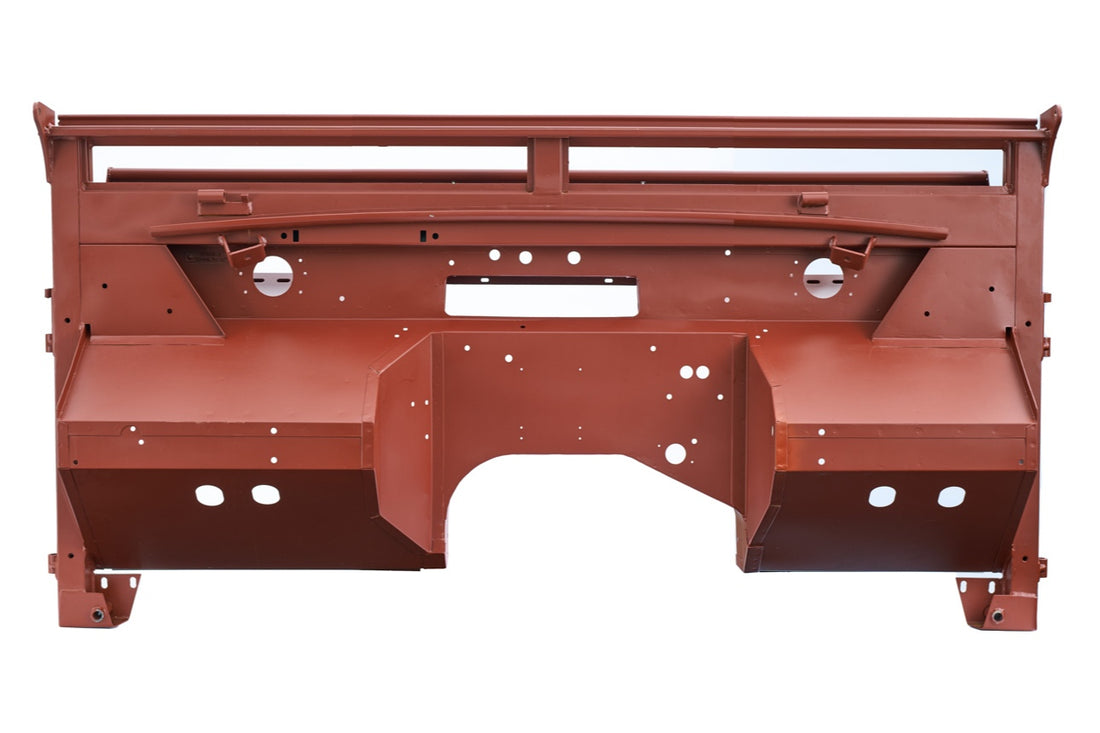
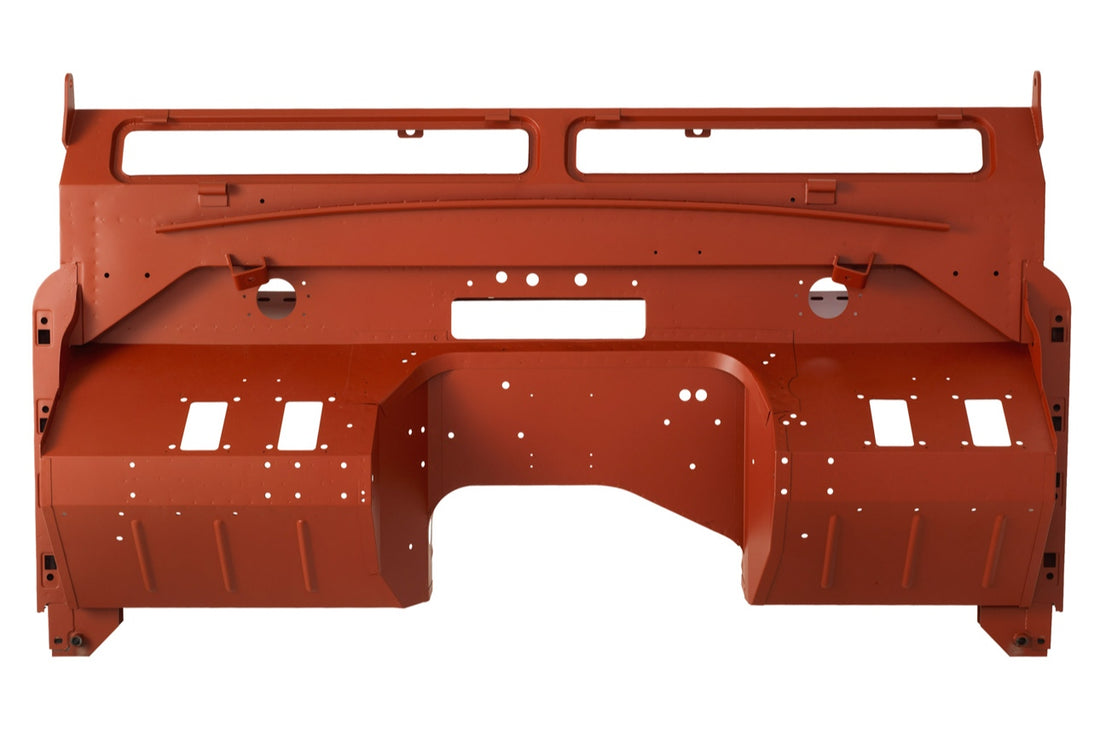
Pegasus bulkheads are constructed using the same spot welding method as the original bulkheads. The majority of the parts are joined together using spot or TIG welding to create sub-assemblies, which are then assembled into the final assembly. To ensure precise bulkhead geometry, the assembly is constructed on a 36 reference point jigs.

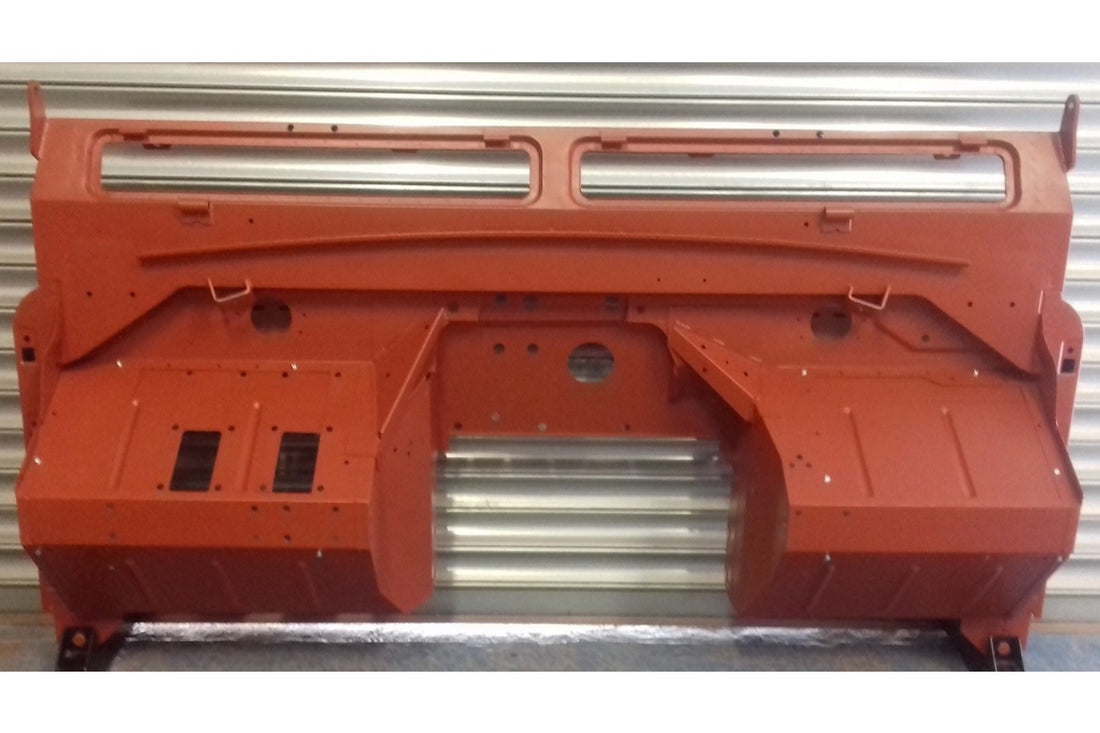
Final Stage Welded
Pegasus utilize TIG welding on the final assembly for heavy-duty brackets, lap joints, and butt joints. The heavy-duty brackets such as the bonnet hinges, tie rod brackets, and bottom feet are also welded into place using TIG welding to replicate the original oxy-acetylene welding method. We maintain the highest standards in our manufacturing process and have complete control over the quality of each finished bulkhead.

Kind Words From Our Customers




